

 環切
環切
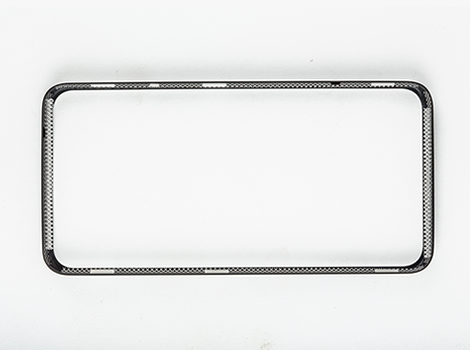
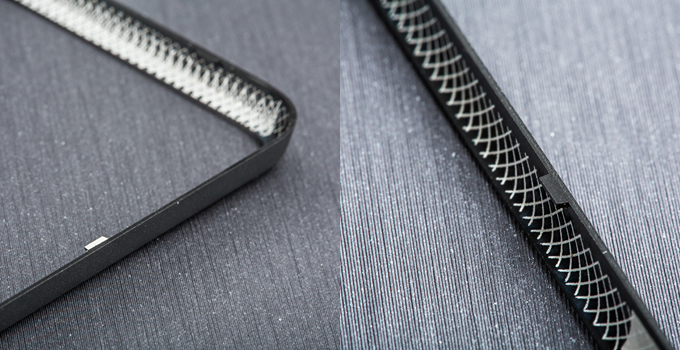
引伸成型後,依照成品需要的高度進行精準的沖切,模具作動以環型軌道沖切,沖切後成品斷面無任何接點,有別於一般使用側切沖切來的更完美,適用對於外觀要求嚴格的外觀金屬零件,此技術可應用於非圓形無法藉由後製車床加工的外觀金屬件上。


 引伸
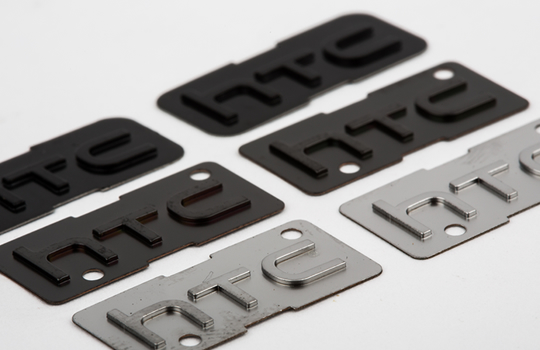
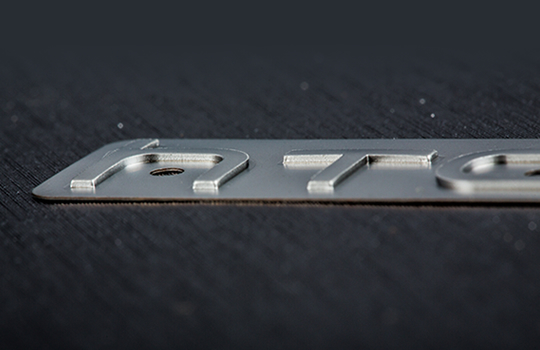
引伸
我司對於引伸技術上的精進,在呈現公司LOGO或字體上,可以以0.15MM的板厚,針對客戶要的字體、圖形作引伸高度0.45MM的成型,成型面以凌菱角角幾近90度的線條呈現,對於追求金屬質感及菱菱角角線條產品的客戶,此技術為最佳利器。

 零R角卡溝
零R角卡溝
對於金屬與塑膠件的結合,常常需要金屬件長出卡溝以利於塑膠接合的緊固性,在外觀件外觀嚴格的要求下,我司針對此技術的精進,已可達到於金屬外觀成品的內側折出卡溝,並於外觀以零R角的方式呈現,在外觀面毫無痕跡近乎完美的呈現。

 壓毛邊
壓毛邊
在沖床配合模具的沖壓切斷金屬, 切斷方式以擠壓切斷,所以每件金屬經由沖壓切斷後都會在斷面產生毛邊,隨著板厚的增加毛邊高度也隨之增加,板厚越薄進行毛邊處理的難度越高,我司累積多年的經驗及技術的精進,已可對板厚0.15MM的沖切金屬件進行毛邊去除處理,並可達到均勻去除毛邊不會偏向單邊的技術。
 折彎
折彎
折彎在模具成型中屬普遍技術,但折彎間隙越小越難成型,我司對於折彎技術的精進,以板厚0.2mm為例,進行ㄇ折,可達到扣除料厚,摺彎高度為0.8mm,其折彎尺寸穩定度可達±0.05mm,此技術應用於手機滑蓋模組中的滑軌及小尺寸面板的燈條埋入區。
