

 Shimmy Trim
Shimmy Trim
After parts are deep drawn, they require an accurate and consistent height throughout the entire part. To achieve this, shimmy trim dies are used. Using a series of cams, the die makes a rotating action cutting the part from the inside creating a clean cut edge free of any carriers or connecting points. This application is suitable and beneficial for parts that require a good cosmetic exterior, especially for non-circular parts that can’t be manufactured by a lathe.


 Embossing
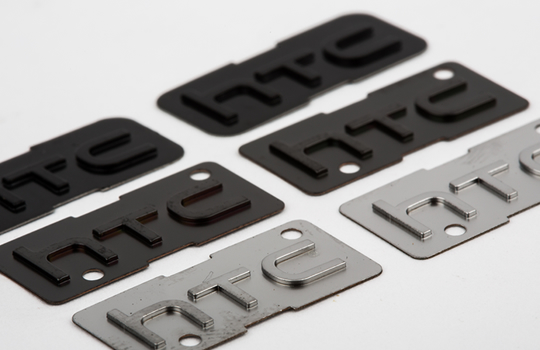
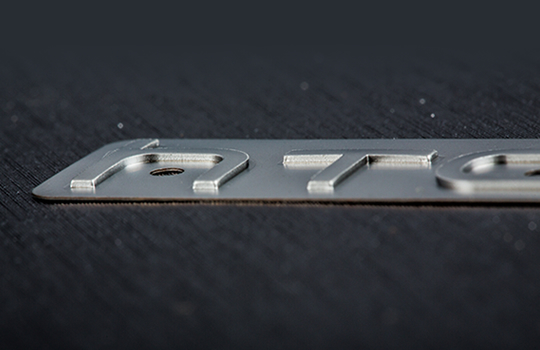
Embossing
Our company’s proficiency in the capability of embossing can be seen in company logos and stencils. Based on the customer’s requirements, we can form letter or shape heights up to 0.45 mm from material thickness of 0.15 mm. The forms are zero radius and near 90°. This is the best application for customers who require straight corners and zero radius with good cosmetics in their products.

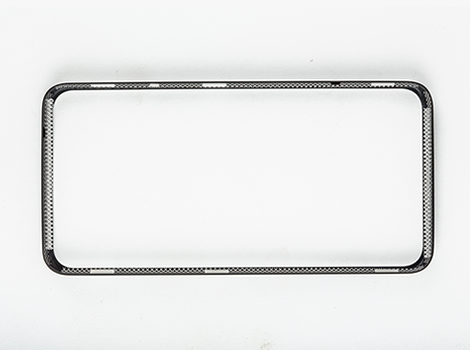
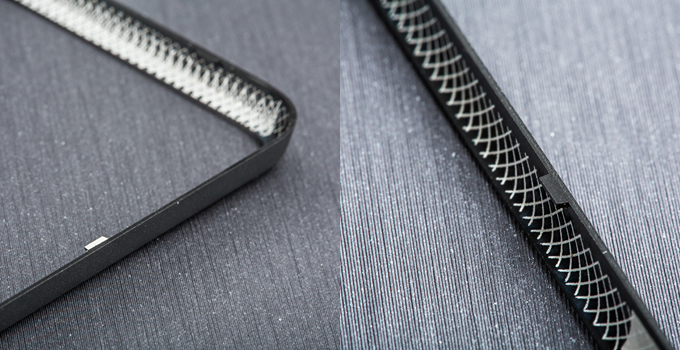
 Zero Radius Hook
Zero Radius Hook
There’s a frequent requirement for metal parts to have hooks in order to closely integrate and assemble metals parts with plastics parts. Our company’s proficiency in the capability of forming zero radius bends and forms can allow parts to have external hooks without compromising cosmetics of the parts.

 Coining / Deburring
Coining / Deburring
In metal stamping, part edges will usually produce burrs after cutting and trimming. The thinner the material, the more difficult it is to get rid of the these burrs. Our company has accumulated many years of experience coining and deburring part edges. We can now completely deburr parts as thin as 0.15 mm; at the same time we can do an uniform deburring of the edges, not just one side.
 Bending
Bending
Bending is common skill in metal stamping however our company has great experience and expertise in bending small features with minimal clearance. We can attain a bend height of 0.8 mm from material thickness of 0.2 mm. We can maintain all bending tolerances up to ±0.05 mm. This application is greatly suited for mobile phone covers and parts that need bending of small features.
